Gťnťration de surfaces
1.
LES OUTILS :
1.1.
LE FRAISAGE :
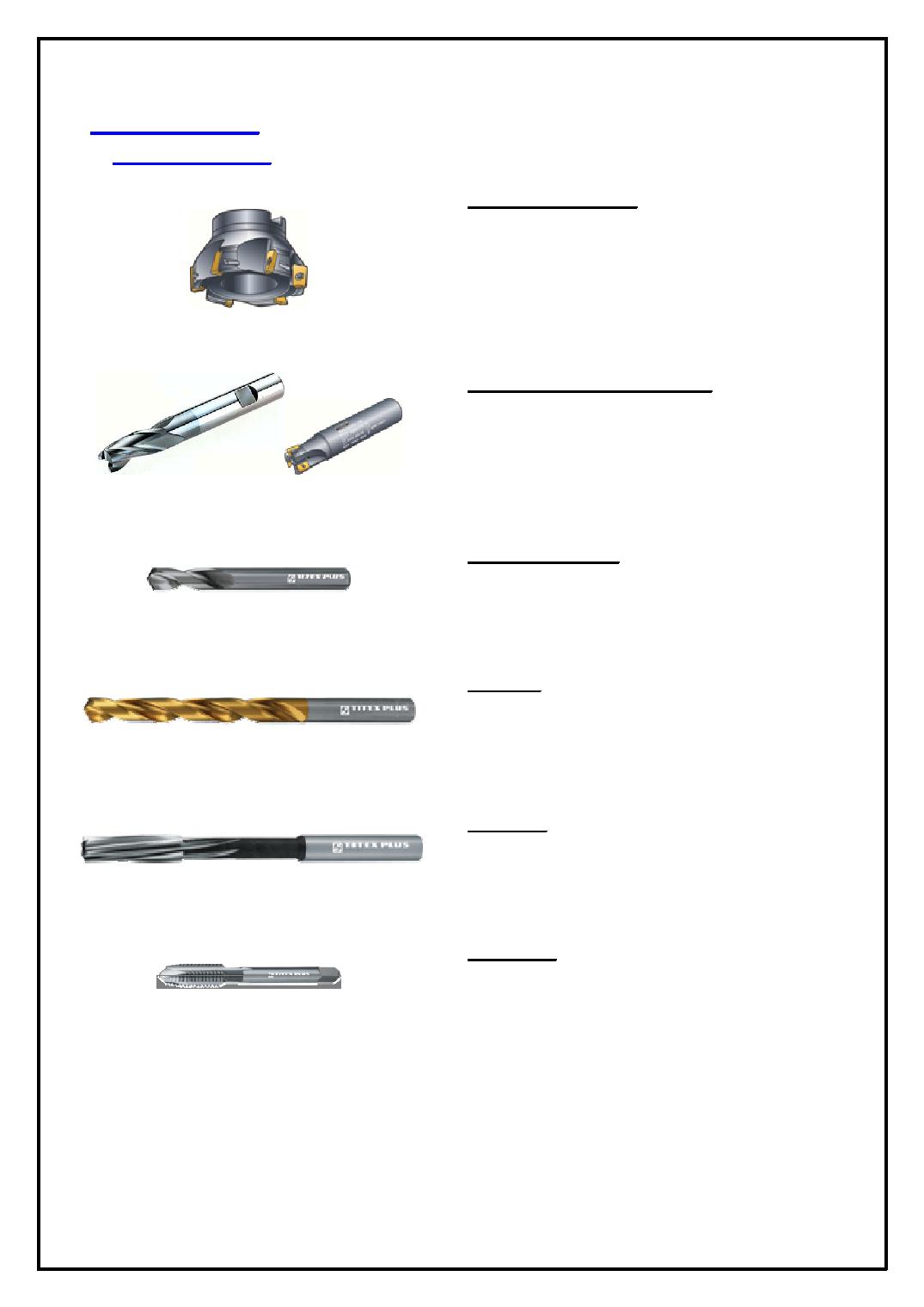
La fraise ŗ surfacer :
La fraise ŗ surfacer permet de gťnťrer une
surface plane qui est perpendiculaire ŗ líaxe de
rotation de la fraise.
La fraise 2 tailles cylindrique :
Permet la gťnťration de plans perpendiculaires.
Cet outil permet de travailler en plongťe (comme
un foret) síil est ťquipť díune coupe au centre.
Le foret ŗ pointer :
Permet le positionnement díun perÁage
Le foret :
Permet le perÁage des trous (Tolťrance H13)
Líalťsoir :
Permet la finition díun trou (Qualitť H8, H7)
Le taraud :
Permet líobtention díun filetage ŗ líintťrieur díun
trou.