ISP
Lycée La Martiničre
Monplaisir
TP 1 - Tournage PH 10 (TCN A)
Casse Tęte
Durée : 3H00
Page: 1/6
TP1 Tournage Ph10 TCNA-casse-tęte.doc
CI n°3
CONFIGURER UN ÉQUIPEMENT, RÉALISER UNE OPÉRATION
Support d’activité
- tour CN Réalméca avec son dossier machine
- pičces brutes
- un pied ŕ coulisse
Compétences attendues
Installer, régler des éléments de machine, des constituants
Reconnaître les éléments accessibles ŕ l’opérateur
Problématique :
découvrir et reconnaître des principes liés ŕ l’utilisation d’une MOCN. Installer, régler et
réaliser des opérations de production.
1 - DÉCOUVERTE DU RÉFÉRENTIEL MACHINE
- Mettre la machine sous tension.
- Initialiser la tourelle d’outils.
- Effectuer la Prise d’Origine Machine (POM).
Appeler le professeur pour vérification
Ŕ l’aide du livre : Memotech Chap. C 2
- Cette machine comporte :
(
entourer la bonne réponse
)
1 axe
2 axes
3 axes
4 axes
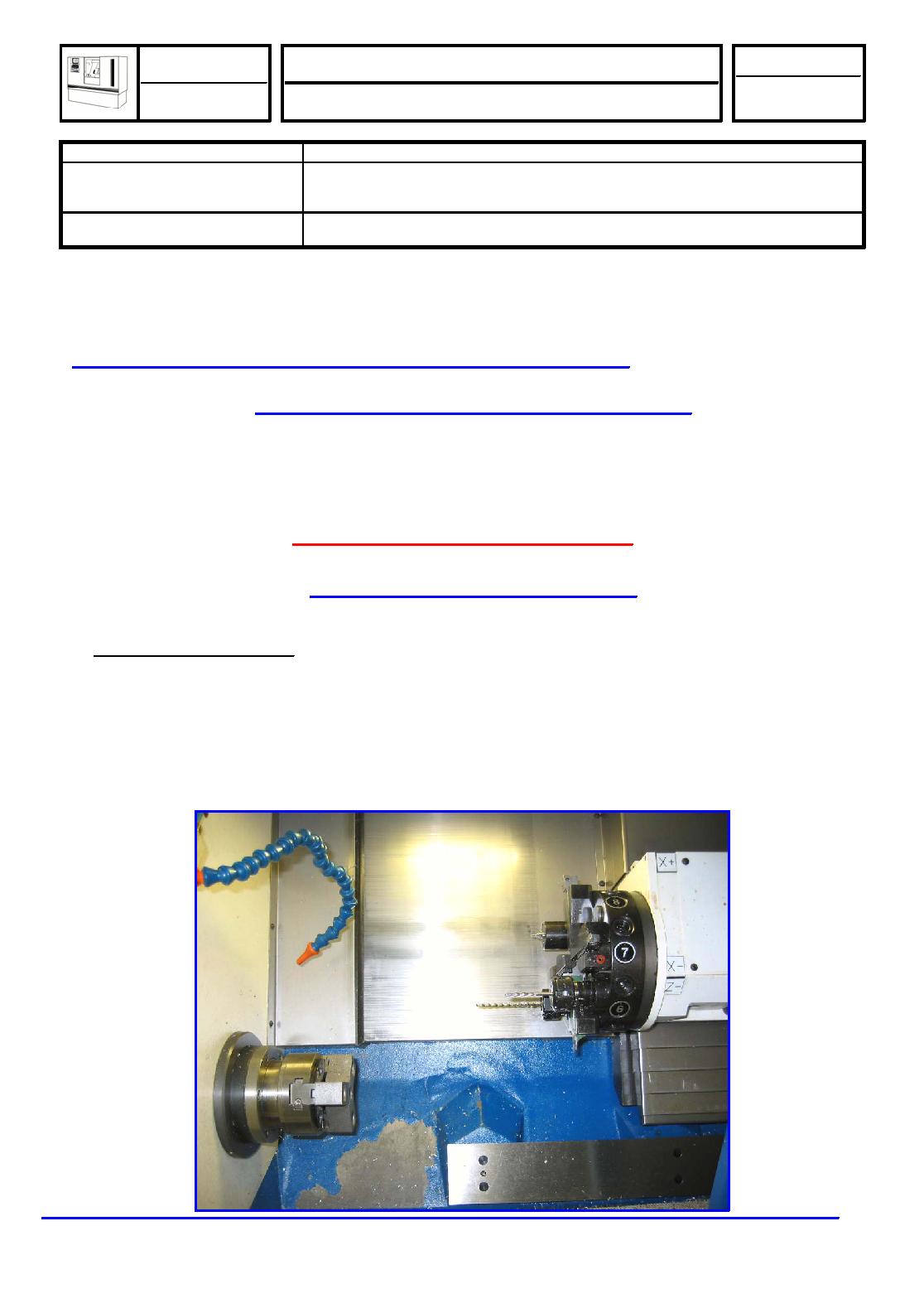
- Sur l’image ci-dessous tracer les axes normalisés (nom et direction).