1GM
Sciences et Techniques Industrielles
Élčve page 1 sur 4
Productique Secteur Préparation
Génie Mécanique – Premičre
TP FAO élčve.doc
T
RAVAIL DEMANDÉ
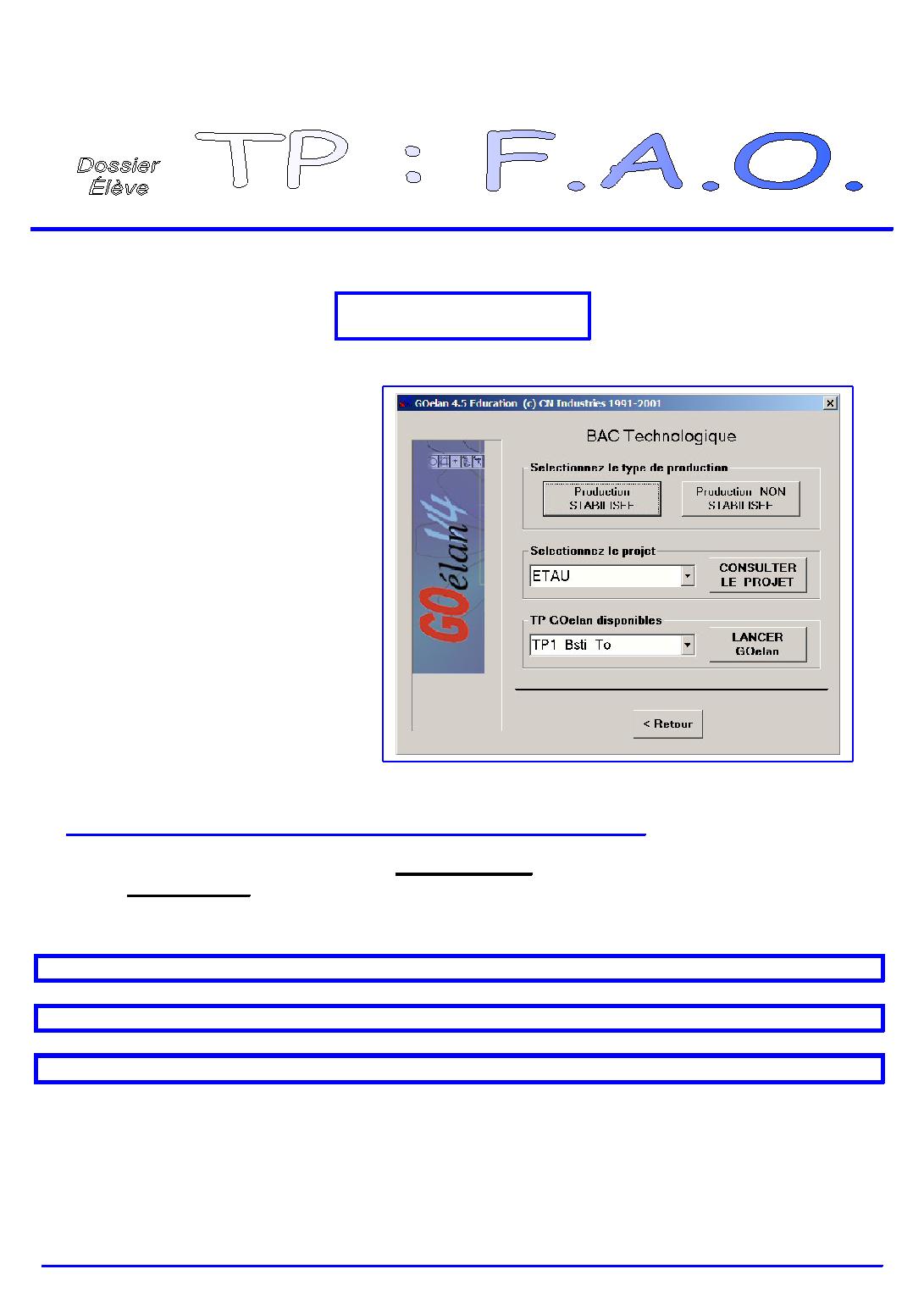
Lancer le logiciel
GOélan.
Sélectionner la filičre.
Sélectionner Production STABILISÉE.
Projet :ETAU
TP : TP1_Bsti_To
Consulter le projet.
Cliquer sur l’image de l’ESR.
1.
C
ONSULTATION DU DESSIN DE DÉFINITION
Ŕ l’aide du dossier ressource électronique
(
CONCEPTION
)
, consulter le dessin de définition de l’axe
de came (version gorge
).
Donner les caractéristiques suivantes :
Matičre :
Brut :
Laminé
Étiré
Moulé
Caractéristiques :
Ř
:
Longueur :
NOM :
Prénom :
Classe :
Date :
1GM